
A couple weeks ago Ethan Smith of SmithFly launched a new series hunting products centered around the use of heavy weight waxed cotton. This series includes Upland Chaps and complimented by the Upland Shell Pouch and Upland Game Bag.
All these products are handmade by Ethan piece by piece at the shop in Troy, Ohio. I always like to see how things are made and asked Ethan if he'd chronicle a set of Upland Chaps being put together from fabric roll to finished and ready to walk the fields.

Ethan Smith wrote... Until recently all SmithFly soft goods stuff was made by sewing
contractors and sew shops that sewed for the military. I always did my
own prototyping and sewing of samples but never felt confident in the
ability to produce goods at a level that could compete with commercial
sewing operation and generally when it comes to high tech nylon sewing
and computer controlled machines I still can't compete and will still
use those kinds of shops for those types of products.
All these products are handmade by Ethan piece by piece at the shop in Troy, Ohio. I always like to see how things are made and asked Ethan if he'd chronicle a set of Upland Chaps being put together from fabric roll to finished and ready to walk the fields.

But
over the last five years through a huge amount of time and practice, I
have developed the skills and acquired the equipment in my small shop to
finally feel confident in my ability to hand make small batches of
vintage inspired waxed cotton products. One of the items that I have
long wanted was a set of heavy-duty, single-layer, full-snap bird
hunting chaps.

Selecting the Fabric - I use
original Martexin 20 ounce waxed cotton in our single ply chaps. Fairfield
textile is the same company that pioneered waxed cotton 200 years ago
and still finishes all of their fabric in the U.S.A. I can build them out
of a lighter 10 ounce material that we use to build our pouches which is
the exact fabric that the original tin chaps are made from. I can also
double up the lower sections with the 10 ounce to more closely mimic the
traditional double tin chaps. However, in field testing I prefer the
heavier weight 20 ounce single layer chaps to the double tin configuration.
The heavier fabric, even in single ply, tends to shed the thorns a
little better and take abuse a bit better than the lighter weight
material. Once you feel the 20 ounce the 10 ounce just feels wimpy, even when
doubled up.

After I choose the fabric, I
select the pattern for size. We have various patterns for the various
sizes of folks out there, for length and girth. Something that original
tin chaps don't offer.

Then I mark the template carefully with tailor's chalk.
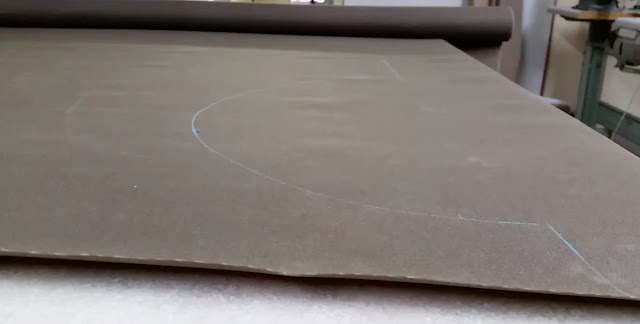
The marked Chap body is now ready for cutting.

I carefully cut the pattern out with sharp scissors.

Because of the heavy weight and stiffness of the fabric, all the edges are hand clamped and sewn rather than using folding attachments. Someday I might be able to get some custom folding attachments made but for now, it's hand clamping all the way!

All folds are sewn one seam double sewn and the top seam of the snaps is sewn three times for durability.


The top and bottom hems are sewn two times each.

The the top edge is bound using some very cool and super-durable heavy weight military surplus cotton webbing. This is area is in heavy contact with the wearer so the softer cotton fabric is key to long term comfort in the field.

The cotton binding is bar tacked at the top for durability.

I also use a heavy old school bar tacker to attach the adjustable nylon belt straps.

I hand set all the YKK snaps down each leg of the chaps, inside and out. The snaps are lapped over enough when snapped so that there is no chance of thick brush unsnapping the snaps when walking through even the heaviest grouse cover — and anyone who has hunted grouse in Ohio or Michigan knows we have some heavy cover.

The final detail is sewing on the woven cotton SmithFly MFG Co tag. Each set hand made in Troy Ohio.

There is something special about building small batch old school stuff in a shop with that kind of history built into it, it's just feels right.

Not sure if you knew this but my shop is housed in a building on the first out lot drawn in the city of Troy in in the early 1800s. The building housed the grain malting and the barrel charring room for a former whiskey distillery called Hayner Distillery that made Pure Copper Distilled Rye and Bourbon Whiskies. The Hayner family had one of the largest mail order whiskey operations in the United States until prohibition put them out of the business. The Warn barn wood you see in the photos is the original wood of the building we found when we tore out 100 worth years of bad renovations. The urban legend around town, having grown up here, has always been that there are tunnels underneath this building that lead to speakeasies, for running bootleg liquor in the depression. I've haven't found evidence of that to support those rumors...yet.
Visit the SmithFly website for more information. Look for some waxed cotton fly fishing gear items to come in the near future.
2 comments:
Ah...the days of mailorder whiskey.
I digress; I like your philosophy on making durable goods by hand in the USA. Filson sold out, so now we have YOU!
HL...agreed. Seeing these small "MADE IN U.S.A" companies doing the work is inspiring.
Post a Comment